NPK Granulation in High Ambient Humidity: Challenges and Control
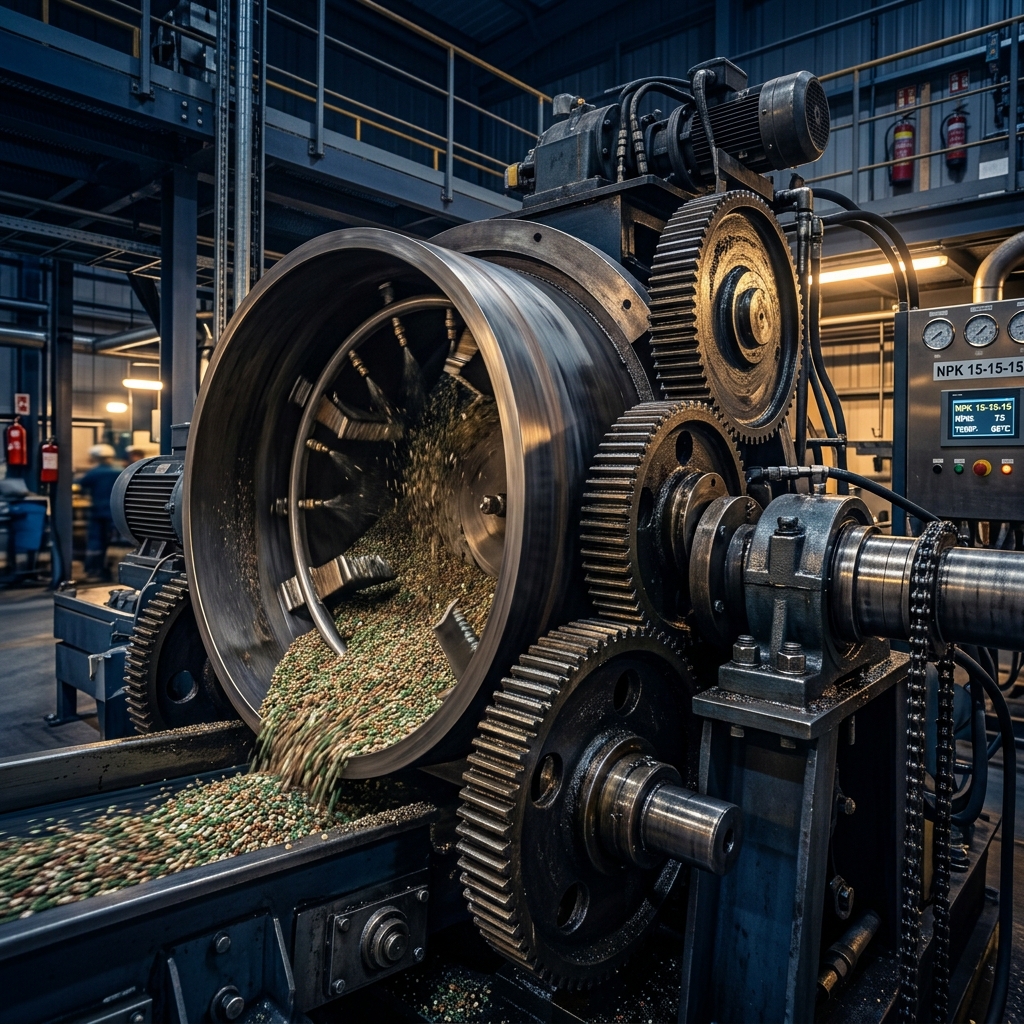
NPK (Nitrogen, Phosphorus, Potassium) compound fertilizer granulation is highly sensitive to humidity. In coastal regions with high ambient humidity, such as the Gulf or Red Sea coasts, fertilizer salts absorb atmospheric moisture rapidly. This makes the material sticky, leading to build-up in the drum granulator, screen clogging, and product caking in storage silos.
Thermodynamics of Salt Hydration
Every NPK formulation has a Critical Relative Humidity (CRH). If the ambient air's relative humidity exceeds the CRH, the fertilizer will actively absorb moisture. In coastal zones, ambient humidity regularly exceeds 80%, while NPK formulas containing urea and ammonium nitrate can have a CRH as low as 55-60%.
Operational Tricks to Avoid Caking
- Optimizing Recycle Ratio: Increasing the recycle ratio of dry, cool fines to the granulator buffer zone helps to absorb raw material moisture fluctuations.
- Controlling Dryer Exhaust Air Temp: Raising exhaust air temperature from the dryer drum to ensure internal grain moisture is strictly below 1.0%.
- Post-Treatment Coating: Applying high-quality anti-caking agent (oil-wax-dust coating) immediately after cooling to create a hydrophobic barrier on granules.